









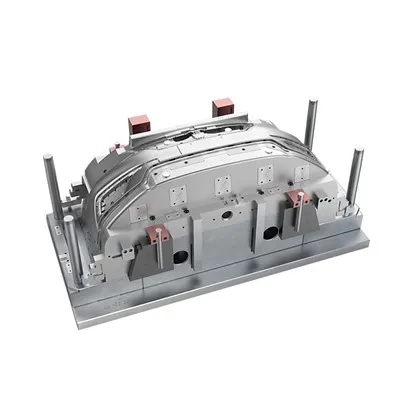
Kalup za rešetku za automobile
|
Naziv kalupa |
Kalup za automobilsku rešetku |
|
Plastična smola |
ABS ili PC+ABS ili PP |
|
Broj šupljina kalupa |
Jednostruka šupljina |
|
Vrata i vodilica |
Vrući ili hladni kanal |
|
Čelik za jezgru i šupljinu |
P20 ili 718 čelik |
|
Čelična baza kalupa |
1045 čelik |
|
Specifikacija stroja za brizganje |
800 tona |
|
Vrijeme izrade kalupa |
75 dana za ispitivanje T1 kalupa |
|
Vrijeme ciklusa |
50-60s |
|
Život plijesni |
Veći ili jednak 300,000 udaraca |


ProizvodnjaPproces odAutomobilizam GrilleKalup
Automobilska rešetka je važan dio prednje strane automobila. Uz svoju dekorativnu funkciju, također igra važnu ulogu u aerodinamičkim performansama i performansama rasipanja topline vozila. Automobilska rešetka obično se izrađuje od plastike, metala i drugih materijala. Proces proizvodnje kalupa ima vitalan utjecaj na točnost, kvalitetu površine i učinkovitost proizvodnje proizvoda. Slijedi kratak uvod u proizvodni proces kalupa za automobilsku rešetku.
1. Dizajn kalupa
Dizajn kalupa rešetke temelj je cjelokupnog procesa proizvodnje, koji uglavnom uključuje sljedeće aspekte:
Analiza proizvoda i odabir materijala: Prvo treba analizirati strukturu, oblik, veličinu itd. automobilske rešetke kako bi se utvrdilo je li potreban kalup za ubrizgavanje, kalup za utiskivanje ili kalup za tlačno lijevanje. Odaberite odgovarajuću vrstu kalupa prema materijalu proizvoda (kao što je ABS, PC, aluminijska legura itd.).
Strukturni dizajn: Dizajn rešetkastog kalupa mora osigurati da se mogu proizvoditi dijelovi koji ispunjavaju zahtjeve. Prilikom projektiranja potrebno je razmotriti je li oblik rešetke složen, ima li više zavoja ili posebnih struktura, a ti čimbenici utječu na težinu obrade kalupa. Uobičajeni projektni zahtjevi uključuju linije za odvajanje kalupa, ispušne sustave, rashladne sustave itd.
Čvrstoća i trajnost kalupa: Budući da kalup za rešetke mora izdržati visoku temperaturu, visoki pritisak i mehanički udar tijekom procesa proizvodnje, potrebno je da čvrstoća i izdržljivost kalupa budu visoki. Materijali visoke tvrdoće i visoke otpornosti na habanje kao što je čelik (kao što je čelik H13, čelik S136 itd.) obično se odabiru za proizvodnju kalupa.
2. Materijal kalupa
Kalupi za automobilske rešetke obično koriste kalupni čelik visoke čvrstoće, visoke otpornosti na trošenje, dobre obradivosti i stabilnosti. Uobičajeni materijali za kalupe uključuju:
Čelik H13: široko se koristi u kalupima za toplinsku obradu, otporan na visoke temperature, jaka otpornost na habanje, pogodan za masovnu proizvodnju.
P20 čelik: pogodan za opće kalupe za injekcijsko ubrizgavanje, s dobrom plastičnošću i reznim učinkom.
Čelik S136: ima visoku otpornost na koroziju i pogodan je za izradu kalupa s većim zahtjevima.
Odabir materijala kalupa izravno utječe na životni vijek kalupa i kvalitetu izrađene rešetke. Stoga, u fazi projektiranja, najprikladniji materijal treba odabrati prema zahtjevima proizvoda i proizvodnoj seriji.
3. Tehnologija obrade
Tehnologija obrade kalupa za automobilsku rešetku obično uključuje sljedeće korake:
Obrada dijelova kalupa: različiti dijelovi kalupa (kao što su šupljina, jezgra, stupac za vođenje itd.) obično se precizno obrađuju pomoću CNC tehnologije obrade (CNC). Za složene oblike mogu biti potrebne i EDM (obrada električnim pražnjenjem) i lasersko rezanje.
Obrada šupljine i jezgre: Zbog složenog oblika rešetke, obrada šupljine i jezgre zahtijeva opremu visoke preciznosti. Općenito, visokoprecizne CNC glodalice, EDM i druga oprema koriste se kako bi se osigurala točnost dijelova.
Toplinska obrada: Kalup se obično treba podvrgnuti postupcima toplinske obrade kao što su kaljenje i kaljenje tijekom procesa proizvodnje kako bi se poboljšala tvrdoća i otpornost kalupa na habanje i produžio njegov životni vijek.
Površinska obrada: Površina kalupa obično mora biti polirana, kromirana, nitrirana itd. kako bi se osiguralo da je površina kalupa glatka, spriječilo lijepljenje dijelova za kalup i osigurala kvaliteta površine kalupa rešetke.
4. Postupak injekcijskog prešanja
Za plastične rešetke većina ih koristi injekcijsko prešanje. Proces injekcijskog prešanja uključuje:
Odabir stroja za injekcijsko prešanje: Odaberite odgovarajući stroj za injekcijsko prešanje prema veličini, složenosti i obujmu proizvodnje središnje mreže. Obično korišteni strojevi za injekcijsko prešanje su vertikalni i horizontalni. Odabir se treba temeljiti na težini kalupa i karakteristikama injekcijskog prešanja.
Kontrola temperature: Temperaturu je potrebno strogo kontrolirati tijekom procesa injekcijskog prešanja, posebno temperaturu kalupa i temperaturu materijala. Kontrola temperature može osigurati fluidnost plastike, brzinu stvrdnjavanja i kvalitetu oblikovanja konačne središnje mreže.
Kontrola tlaka: kako bi se osiguralo da plastika u potpunosti ispuni kalup i izbjegli problemi poput mjehurića i savijanja u središnjoj mreži, tlak ubrizgavanja mora biti točno kontroliran.
Dizajn rashladnog sustava: Dizajn rashladnog sustava ključan je za učinkovitost proizvodnje i kvalitetu gotovog proizvoda kalupa. Razuman dizajn hlađenja može skratiti ciklus injekcijskog prešanja, poboljšati učinkovitost proizvodnje i smanjiti trošenje kalupa.
5. Proba kalupa i otklanjanje pogrešaka
Nakon što je kalup napravljen, obično je potrebno testirati i otkloniti greške u kalupu. Tijekom probe kalupa potrebno je provjeriti kvalitetu kalupa prema stvarnom učinku središnje mreže kako bi se osiguralo da njegova površina nema nedostataka i da veličina zadovoljava zahtjeve. Proces uklanjanja pogrešaka uključuje:
Provjerite i prilagodite točnost kalupa: Provjerite održava li kalup dobru točnost nakon dugotrajne uporabe kako biste izbjegli pogreške u dimenzijama.
Prilagodite parametre injekcijskog prešanja: kao što su tlak injekcijskog prešanja, temperatura, vrijeme hlađenja itd., kako biste osigurali stabilnu kvalitetu proizvoda rešetke.
6. Naknadna obrada
Nakon što se oblikuje kalup za rešetku, potrebna je naknadna obrada, kao što su:
Skidanje ivica i podrezivanje: podrežite rubove dijelova rešetke kako biste uklonili suvišne neravnine i provjerite je li površina dijelova glatka.
Sastavljanje i ispitivanje: Sastavite lijevanu rešetku s drugim dijelovima kako biste provjerili jesu li njezine funkcije normalne i osigurali da nema lošeg sastavljanja uzrokovanog problemima u proizvodnji kalupa.
7. Održavanje kalupa
Održavanje kalupa ključno je za produljenje njegovog radnog vijeka i poboljšanje učinkovitosti proizvodnje. Redovito provjeravajte istrošenost kalupa i vršite potrebne popravke i održavanje. Uobičajeni radovi na održavanju uključuju čišćenje kalupa, zamjenu istrošenih dijelova, nanošenje maziva itd.
Sažetak
Proizvodni proces kalupa za automobilsku rešetku pokriva višestruke veze od dizajna, odabira materijala, obrade, injekcijskog prešanja do naknadne obrade i održavanja. Svaka karika zahtijeva precizan rad i finu kontrolu kako bi se osiguralo da konačna proizvedena rešetka zadovoljava zahtjeve dizajna i ima visoku kvalitetu i visoku preciznost. S razvojem tehnologije proizvodnje automobila, proizvodni proces kalupa također se neprestano poboljšava, koristeći napredniju tehnologiju obrade i materijale kako bi se zadovoljili visoki zahtjevi moderne automobilske industrije za preciznošću komponenti i učinkovitosti proizvodnje.
Popularni tagovi: kalup za automobilsku rešetku, kineski kalup za automobilsku rešetku, Kalup rešetke za klasične rešetke, Kalup rešetke za suvremene rešetke, Kalup za rešetku za rešetke, Kalup rešetke za jedinstvene rešetke, Kalup rešetke za rešetke izrađene po mjeri
Mogli biste i voljeti





Pošaljite upit