




Kalup za brizganje plastike
Što je kalup za brizganje plastike
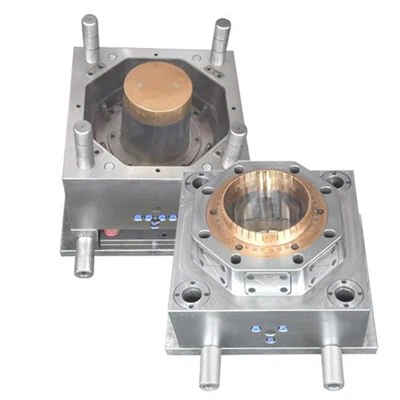
Kalup za brizganje plastike je specijalizirani alat koji se koristi u brizganju plastike za oblikovanje rastaljene plastike u željeni oblik. Sastoji se od dvije polovice, jezgre i šupljine, koje se spajaju kako bi stvorile konačni oblik lijevanog dijela. Kalup također uključuje karakteristike kao što su sustav klizača za protok plastike, sustav hlađenja za brzo skrućivanje, sustav izbacivanja za uklanjanje dijelova i odzračivanje za sprječavanje nedostataka. Izrađeni od ojačanog čelika, kalupi za brizganje ključni su za proizvodnju visokokvalitetnih, preciznih plastičnih komponenti koje se koriste u raznim industrijama, uključujući automobilsku industriju, elektroniku i robu široke potrošnje.
Istaknute značajke kalupa za brizganje plastike
Jezgra i šupljina:Kalup se obično sastoji od dvije polovice: jezgre i šupljine. Ove se polovice spajaju kako bi oblikovale konačni oblik lijevanog dijela.
Sustav trkača:Ovo je mreža kanala kroz koje rastaljena plastika teče iz stroja za injekcijsko prešanje u šupljinu kalupa. Uključuje kanale, vodilice i vrata. Obično ima hladni ili vrući kanal.
Sustav hlađenja:Kanali ili prolazi unutar kalupa koji olakšavaju cirkulaciju rashladnog medija (obično vode) za brzo hlađenje rastaljene plastike, skrućujući je u željeni oblik.
Sustav izbacivanja:Mehanizmi koji pomažu ukloniti oblikovani dio iz šupljine kalupa nakon što se ohladi i skrutne. To može uključivati igle ili ploče za izbacivanje.
Ventilacijski sustav:Prostori ili kanali u kalupu koji omogućuju izlazak zraka i plinova tijekom procesa ubrizgavanja kako bi se spriječili nedostaci poput zračnih zamki ili opeklina.
Kut gaza:Konusne površine ugrađene u dizajn kalupa za olakšavanje jednostavnog izbacivanja oblikovanog dijela iz šupljine kalupa bez oštećenja.
Završna obrada:Poliranje ili teksture nanesene na kalupnu šupljinu kako bi se prenijela specifična estetska ili funkcionalna svojstva oblikovanom dijelu, kao što je sjaj, mat ili prianjanje.











Zašto odabrati nas
Rješenje na jednom mjestu
Uz bogato iskustvo u industriji kalupa, pružamo uslugu na jednom mjestu od dizajna proizvoda, proizvodnje kalupa do konačne proizvodnje.
Isplativost
Nastojimo pružiti konkurentnu cijenu bez kompromisa u kvaliteti, nudeći vam vrijednost za vaše ulaganje.
Inovacija
Naš tim je u tijeku s najnovijim tehnologijama i tehnikama u izradi kalupa, što nam omogućuje pružanje inovativnih rješenja koja poboljšavaju vaše procese proizvodnje kalupa.
Dostava na vrijeme
Shvaćamo važnost poštivanja rokova. Naši učinkoviti procesi omogućuju nam isporuku vašeg kalupa na vrijeme, održavajući vaš raspored proizvodnje na pravom putu.

Proces proizvodnje kalupa za brizganje plastike može varirati ovisno o specifičnim zahtjevima kalupa i materijala koji se koriste. Općenito, međutim, postupak slijedi sličan niz koraka:
Oblikovati:Prvi korak u procesu proizvodnje je dizajn kalupa. To obično uključuje izradu 3D modela plastičnog proizvoda, a zatim izradu detaljnog 3D kalupa, uključujući sve njegove značajke i strukture. Ponekad je potrebno izraditi 2D nacrt dizajna kalupa koji klijent može odobriti. Kako bismo osigurali najbolje rješenje za dizajn kalupa, obično moramo napraviti analizu toka kalupa.
Strojna obrada:Kada je dizajn gotov, sljedeći korak je strojna obrada kalupa. To obično uključuje rezanje materijala na željeni oblik i veličinu pomoću opreme kao što su CNC strojevi za glodanje, strojevi za brušenje i oprema za EDM (obradba električnim pražnjenjem). Proces strojne obrade može biti prilično složen i dugotrajan, jer zahtijeva precizna mjerenja i pažnju na detalje.
Skupština:Nakon što su pojedinačni dijelovi kalupa strojno obrađeni, sljedeći korak je njihovo sastavljanje. To obično uključuje spajanje dijelova i njihovo pričvršćivanje vijcima ili drugim spojnim elementima. Kalup će također možda trebati polirati ili površinski tretirati u ovoj fazi kako bi se poboljšao njegov izgled ili performanse.
Testiranje:Prije nego što je kalup spreman za upotrebu, mora se temeljito ispitati kako bi se osiguralo da ispravno radi. To može uključivati probna izvođenja procesa kalupljenja kako bi se vidjelo kako kalup radi i izvršila sva potrebna podešavanja.
Održavanje:Kalupi za brizganje plastike zahtijevaju redovito održavanje kako bi se osiguralo njihovo ispravno funkcioniranje. To može uključivati čišćenje kalupa i zamjenu istrošenih ili oštećenih dijelova prema potrebi.
Postoje brojna razmatranja koja treba imati na umu prije nego što se upustite u injekcijsko prešanje:
Financijski
Ulazni trošak za proizvodnju injekcijskog prešanja može biti visok - s obzirom na cijenu strojeva i samih kalupa.
Količina proizvodnje
Važno je odrediti koliko komada želite proizvesti kako biste odlučili je li injekcijsko prešanje najisplativija metoda proizvodnje.
Čimbenici dizajna
Smanjenje broja dijelova i pojednostavljenje geometrije vaših predmeta olakšat će brizganje. Osim toga, dizajn alata za kalupe je važan za sprječavanje nedostataka tijekom proizvodnje.
Razmatranja proizvodnje
Minimiziranje vremena ciklusa pomoći će proizvodnji kao i korištenje strojeva s kalupima za vruće kanale i dobro osmišljenim alatima. Takve male promjene i korištenje sustava s vrućim kanalima mogu biti jednake uštedi proizvodnje za vaše dijelove. Također će doći do uštede troškova zbog minimiziranja zahtjeva za sklapanje, posebno ako proizvodite mnogo tisuća čak i milijuna dijelova.

Koja se plastika koristi u injekcijskom prešanju
Najčešće korištene vrste plastike su polietilen visoke gustoće (HDPE) i polietilen niske gustoće (LDPE). Polietilen nudi niz prednosti uključujući visoku razinu duktilnosti, dobru vlačnu čvrstoću, jaku otpornost na udarce, otpornost na upijanje vlage i mogućnost recikliranja.
Druge najčešće korištene brizgane plastike uključuju:




Akrilonitril butadien stiren (ABS)
Ova čvrsta plastika otporna na udarce široko se koristi u industriji. Uz dobru otpornost na kiseline i baze, ABS također nudi niske stope skupljanja i visoku stabilnost dimenzija.
Polikarbonat (PC)
Ova čvrsta plastika otporna na udarce ima nisko skupljanje i dobru stabilnost dimenzija. Prozirna plastika koja je dostupna u različitim optički prozirnim razredima, PC može pružiti visoku kozmetičku završnicu i dobru otpornost na toplinu.
Alifatski poliamidi (PPA)
Postoji mnogo različitih vrsta PPA (ili najlonki), od kojih svaka ima svoje prednosti. Općenito govoreći, najloni nude visoku čvrstoću i temperaturnu otpornost, kao i otpornost na kemikalije, osim protiv jakih kiselina i baza. Neki najloni su otporni na abraziju i nude dobru tvrdoću i krutost uz dobru otpornost na udarce.
polioksimetilen (POM)
Općenito poznata kao acetal, ova plastika ima visoku tvrdoću, krutost, snagu i žilavost. Također ima dobru mazivost i otporan je na ugljikovodike i organska otapala. Dobra elastičnost i skliskost također pružaju prednosti za neke primjene.
Polimetil metakrilat (PMMA)
PMMA, također poznat kao akril, pruža dobra optička svojstva, visok sjaj i otpornost na ogrebotine. Također nudi nisko skupljanje i manje tonjenje za geometrije s tankim i tankim presjecima.
polipropilen (PP)
Ovaj jeftini smolasti materijal pruža visoku otpornost na udarce u određenim stupnjevima, ali može biti krt na niskim temperaturama (u slučaju homopolimera propilena). Kopolimeri nude veću otpornost na udarce, dok je PP također otporan na habanje, fleksibilan i može pružiti vrlo veliko istezanje, kao i otpornost na kiseline i baze.
Polibutilen tereftalat (PBT)
Dobra električna svojstva čine PBT idealnim za energetske komponente, kao i za automobilsku primjenu. Čvrstoća se kreće od umjerene do visoke ovisno o staklenom punjenju, pri čemu su nepunjeni stupnjevi čvrsti i fleksibilni. PBT također pokazuje goriva, ulja, masti i mnoga otapala, a također ne upija okuse.
polifenilsulfon (PPSU)
Dimenzionalno stabilan materijal visoke žilavosti, otpornosti na temperaturu i toplinu, PPSU je također otporan na sterilizaciju zračenjem, lužine i slabe kiseline.
Polieter eter keton (PEEK)
Ova visokotemperaturna smola visokih performansi pruža otpornost na toplinu i otpornost na plamen, izvrsnu čvrstoću i dimenzijsku stabilnost, kao i dobru kemijsku otpornost.
polieterimid (PEI)
PEI (ili Ultem) nudi otpornost na visoke temperature i otpornost na plamen, zajedno s izvrsnom čvrstoćom, dimenzijskom stabilnošću i kemijskom otpornošću.
Izrada stroja za injekcijsko prešanje
Stroj za injekcijsko prešanje sastoji se od lijevka za materijal, bačve, cilindra za ubrizgavanje/rotirajućeg vijka, uređaja za grijanje, pokretnog uzorka, izbacivača i kalupa unutar šupljine kalupa. Općenito, strojevi rade horizontalno.
Funkcija stezne jedinice je otvaranje i zatvaranje matrice, te izbacivanje dijelova. Postoje dvije vrste metoda stezanja - prikazani tip zakretanja i ravni hidraulički tip, koji omogućuje izravno otvaranje i zatvaranje kalupa pomoću hidrauličkog cilindra.
Spremnik se nalazi na jednom kraju bačve, a hidraulički rotirajući puž pokreće elektromotor. Vijak se okreće kako bi se otopila plastika unesena iz spremnika. Nakon što se nakupi potrebna količina rastaljene plastike, započinje proces injektiranja. S druge strane bačve pričvršćen je kalup.
Dok rastaljena plastika teče u kalupu, stroj za injekcijsko prešanje kontrolira brzinu puža (ili brzinu injekcije). Također kontrolira pritisak dok plastika ispunjava šupljine. Kontrola brzine i tlaka postavljaju se tamo gdje položaj vijka i tlak ubrizgavanja dosegnu određenu vrijednost.
Kalupi za brizganje plastike sastoje se od metalnih komponenti visoke čvrstoće koje su strojno obrađene da rade u dvije polovice. Rastaljena plastika teče u kalup kroz kanal i ispunjava šupljine pomoću klizača i vrata. Zatim se kalup otvara nakon procesa hlađenja i šipka za izbacivanje stroja za injekcijsko prešanje gura ploču za izbacivanje kalupa da izbaci kalupe.
Sastav kalupa za injekcijsko prešanje važan je za pravilno funkcioniranje tijekom procesa injekcijskog prešanja. Iako kalupi obično imaju dvije polovice, stranu šupljine i stranu jezgre, često postoje deseci preciznih značajki koje čine svaku polovicu.
Gotovo sve strojno obrađene komponente kalupa koje funkcioniraju za proizvodnju posebno oblikovanog dijela strojno su obrađene na tolerancije manje od +/- 0.001″ ili 0,025 mm, jedna trećina debljine komad papira za kopiranje.
Što je proces brizganja plastike
Ciklus procesa injekcijskog prešanja je prilično kratak, obično traje između šest sekundi i dvije minute. Proces se sastoji od sljedećih faza:
Stezanje:Prije ubrizgavanja zagrijanog plastičnog materijala u kalup, dvije polovice kalupa moraju biti sigurno zatvorene steznom jedinicom. Ogromna sila stezne jedinice gura polovice kalupa zajedno i drži kalup sigurno zatvorenim dok se materijal ubrizgava. Vrijeme potrebno za zatvaranje i stezanje kalupa ovisi o stroju - veći strojevi s većim otvorima zahtijevaju više vremena.
Injekcija:Sirovi plastični materijal, obično u obliku sićušnih kuglica, unosi se u stroj za injekcijsko prešanje i jedinica za ubrizgavanje transportira ili puže prema kalupu. Plastični materijal se zagrijava zbog temperature i kompresije dok vijak prenosi plastične kuglice kroz zagrijane zone cijevi stroja. Količina otopljene plastike koja se prenosi na prednji dio vijka je točan dio koji će postati konačni dio nakon ubrizgavanja. Količina materijala koja se ubrizgava naziva se sačma, a nakon što je potpuno stegnut, stroj ubrizgava materijal u kalup. Vrijeme ubrizgavanja može se procijeniti prema volumenu ispuha, tlaku ubrizgavanja i geometriji dijela.
Hlađenje:Rastaljena plastika unutar kalupa hladi se čim dođe u kontakt s unutarnjim površinama kalupa. Proces hlađenja učvršćuje oblik i krutost novo oblikovanog plastičnog dijela. Važno je napomenuti da tijekom procesa hlađenja može doći do skupljanja dijelova.
Kalup se ne može otvoriti dok ne istekne potrebno vrijeme hlađenja. Zahtjevi za vremenom hlađenja za svaki plastični oblikovani dio ovise o termodinamičkim svojstvima plastike, debljini stjenke dijela i dimenzionalnim zahtjevima za gotovi dio.
Izbacivanje:Nakon što se dio ohladi unutar kalupa, može se izbaciti iz kalupa putem sustava za izbacivanje. Mehaničke značajke stroja za injekcijsko prešanje guraju dio iz kalupa koristeći silu potrebnu za izbacivanje. Tijekom ovog procesa, stroj je pripremio novu dozu plastike, a nakon što je dio potpuno izbačen, kalup je spreman za sljedeći dio.

Nakon procesa injekcijskog prešanja često je potrebna naknadna obrada. To može uključivati sekundarne procese za dekorativne ili funkcionalne svrhe. Kod injekcijskog prešanja postoji šest uobičajenih vrsta primjene naknadne obrade injekcijskog prešanja.
Podrezivanje vrata
Slika
Lasersko označavanje
tampon tisak
Heat Staking
Ultrazvučno zavarivanje
Koje industrije koriste injekcijsko prešanje plastike
Automobili:Mnogi plastični dijelovi u automobilima zahtijevaju niz zamršenih značajki dizajna kako bi ispravno funkcionirali. Tipične brizgane komponente koje se koriste u automobilima uključuju odbojnike, ploče s instrumentima i manje dijelove, kao što su držači za čaše, kućišta retrovizora i još mnogo toga. Uobičajene karakteristike plastičnih dijelova za automobilsku industriju uključuju:
Otporan na vremenske uvjete i habanje
Plastični dijelovi za visoke temperature održavaju cjelovitost u scenarijima visokih temperatura
Učinkovita alternativa za dijelove koji se više ne proizvode
Lagan za smanjene emisije/uštedu energije
Određeni polimeri stabilni od degradacije izloženosti kemikalijama
Smanjenje buke i vibracija
Smanjeni trošak i težina
Medicinski:Upotreba plastike naširoko se koristi za proizvodnju medicinskih uređaja. Nudeći vrhunsku kvalitetu i preciznost, prilagođeni plastični dijelovi koriste se u raznim medicinskim komponentama i nude iznimna mehanička svojstva. Uobičajene karakteristike plastičnih dijelova za medicinsku industriju uključuju:
Raznolikost raznih boja, oblika i veličina
Visoka razina dizajna i fleksibilnosti primjene
Visoka vlačna čvrstoća
Otporan na visoke temperature
Smanjeni trošak i težina
Izgradnja:Proizvođači koriste brizgane dijelove za proizvodnju isplativih građevinskih dijelova i proizvoda, uključujući alate, pričvršćivače i pribor. Uobičajene karakteristike plastičnih dijelova za građevinsku industriju uključuju:
Izvrsna stabilnost i izdržljivost kada je izložen utjecajima okoline
Isplativi u usporedbi s metalom ili drvetom
Energetski učinkovit
Lagan
Mnogo mogućnosti završne obrade
Vodovod:Nekada su se metalni, keramički ili betonski materijali pretežno koristili u industrijskim i stambenim vodovodima. Danas, dok se metalne cijevi, uključujući bakar i pocinčani čelik, još uvijek često koriste, plastične komponente vodovodne instalacije nude vrhunsku kvalitetu i mnoge vrijedne karakteristike, uključujući:
Otpornost na koroziju
Niska toplinska vodljivost
Ne reagira na kemikalije
Smanjeni trošak i težina
Uređaj:Proizvodnja kućanskih aparata je još jedna industrija koja favorizira proces stvaranja plastičnih komponenti za proizvodnju proizvoda u velikim količinama, vrlo ponovljiv. Komponente kao što su zupčanici, remenice, pumpe, police i ladice samo su neki od primjera plastičnih dijelova ugrađenih u hladnjake, perilice posuđa, kuhinjske uređaje i još mnogo toga, a koji nude veću izdržljivost i vrijednost. Uobičajene karakteristike plastičnih dijelova za industriju uređaja uključuju:
Otpornost na toplinu, kemikalije i koroziju
Dodana izdržljivost i dugovječnost
Smanjena težina
Fleksibilnost dizajna
Sposobnost uključivanja složenih procesa, kao što je prelijevanje
Elektronika:Kada pomislite na elektroniku, najvjerojatnije mislite na žice i metal. Iako plastika otporna na koroziju može poboljšati rad elektroničkih komponenti. U usporedbi s drugim materijalima, plastika ima bolju sposobnost poboljšanja sigurnosti i pružanja izolacije. Vaš televizor, računalni miš i mnogi drugi uređaji često sadrže dijelove izrađene postupkom brizganja plastike. Uobičajene karakteristike plastičnih dijelova za elektroničku industriju uključuju:
Podnose visoke napone i visoke temperature bez degradacije
Vrhunska izolacijska svojstva, dielektrična čvrstoća i toplinska izvedba
Fleksibilnost dizajna
Smanjeni trošak i težina
Prilikom izrade komponente za proizvod uvijek treba uzeti u obzir isplativost i fleksibilnost dizajna brizganja plastike. Plastika može smanjiti težinu dijelova za 50- posto, može se oblikovati u složene oblike i proizvoditi manje otpadnog materijala (koji se obično reciklira). Gore navedeni primjeri industrije samo su neki od opsežnog popisa drugih koji bi mogli imati koristi od dijelova lijevanih injekcijom. Kad god su ponovljivost, dosljednost, pristupačnost i pouzdanost bitni za termoplastične komponente srednjeg do velikog volumena, injekcijsko prešanje je idealno rješenje.